
脱硫废水一体化处理装置的技术突破与运行优势
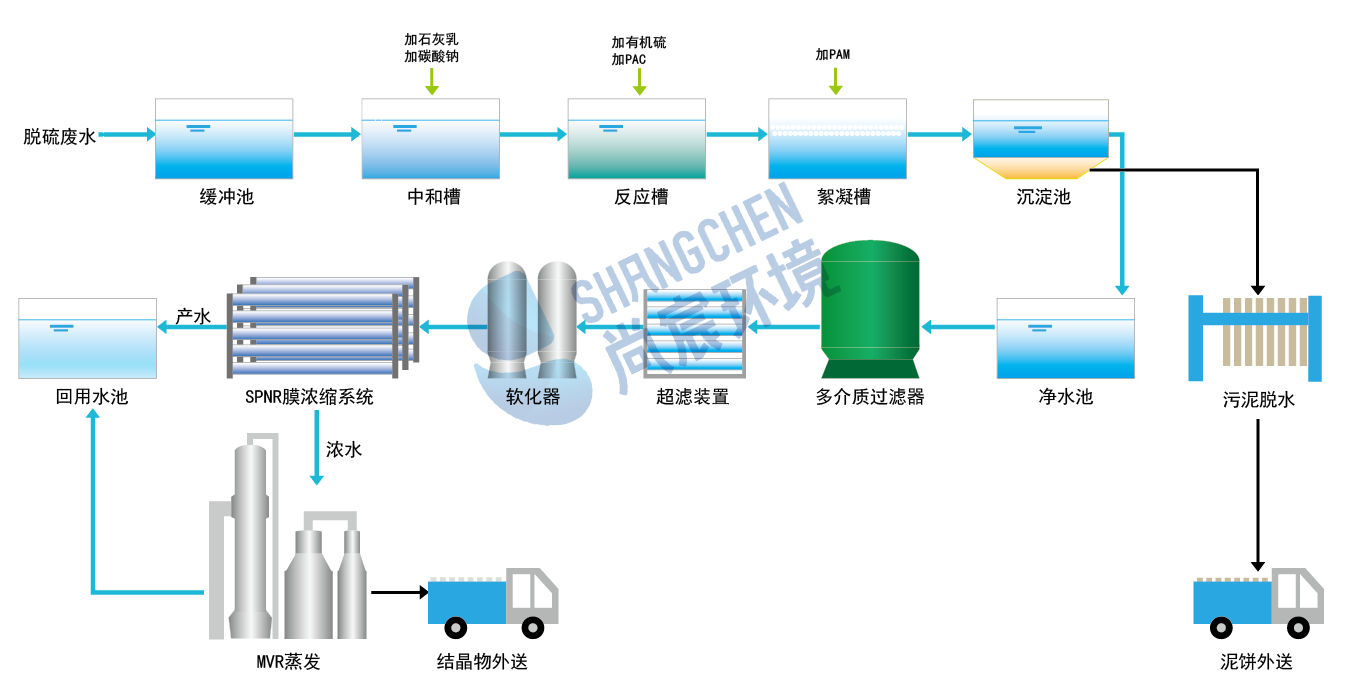
在工业污染治理领域,脱硫废水的复杂成分与高盐特性始终是技术攻坚的重点。脱硫废水一体化处理装置通过集成化设计,实现了从预处理到资源回收的全流程闭环管理,其技术特点集中体现在工艺稳定性、处理效率与资源化水平三个维度。
一、精准调控的预处理体系
该装置采用智能加药系统,通过在线水质监测模块实时调整药剂投加比例,尤其针对钙镁硬度离子实现误差率<3%的精准软化。特制管式超滤膜作为预处理核心单元,在保证SS去除率>99.8%的同时,可稳定控制出水浊度≤0.2NTU,为后续膜浓缩系统创造理想进水条件。这种动态平衡技术使系统能够适应水质波动±30%的工况变化,保障处理流程连续稳定运行。
二、高效分盐的膜浓缩工艺
集成SPNR膜组合系统是本装置的技术亮点,通过梯度增压与离子选择性分离技术,可将废水盐分浓缩至TDS 12-15万mg/L的工业级浓度。其独特的分盐模块可实现二价盐与一价盐的定向分离,钠盐截留率>99.2%,为后续蒸发结晶提供高纯度原料。运行数据显示,相比传统多级反渗透工艺,该系统的能耗降低42%,水回收率提升至93%以上。
三、零排放的终端保障
基于MVR蒸发系统的深度处理单元,通过热耦合技术将蒸汽热能利用率提升至85%,最终产出纯度≥97.5%的NaCl晶体,符合GB/T5462-2003二级工业盐标准。装置配备的冷凝水回用系统与盐渣收集模块,真正实现全厂区污水零外排。经工程验证,整套系统的建设成本较分体式设备降低28%,运行维护费用减少35%,在12000小时连续运行周期内故障率<0.5%。

脱硫废水一体化处理装置的技术架构充分考虑了工业场景的实际需求:模块化设计使占地面积缩减40%,自动化控制系统实现无人值守运行,远程监控平台可同步12项关键运行参数。这种将物化处理、膜分离、蒸发结晶等技术深度融合的创新模式,为高盐废水治理提供了兼具环保效益与经济性的解决方案,标志着工业废水处理向资源化转型的重要进展。