
工业废水治理解析:分类、核心工艺与实践案例详解
工业废水治理是工业生产与环境可持续发展协同的关键环节。根据来源与污染物特征,工业废水主要可分为以下几类:
一、主要废水类型与治理难点
· 电镀废水:含镍、铬、铜、氰化物等重金属与有毒物质,毒性大、难降解;
· 精细化工废水:COD 高、盐分高、含难降解有机物及有毒中间体;
· 皮革与印染废水:高盐、高色度、含硫化物及有机卤化物;
· 酸性废水:如钛白粉废酸,含硫酸、金属离子及悬浮颗粒;
· 园区综合废水:成分复杂、水质波动大,需统筹处理与回用。

二、常见治理工艺与技术路线
针对上述废水,目前主流处理工艺包括:
1. 物理化学法:
o 混凝沉淀、气浮、吸附等,用于去除悬浮物、胶体及部分重金属;
o 高级氧化(如臭氧催化、电催化)用于降解难分解有机物。
2. 生化处理:
o 普通活性污泥法适用于低盐有机废水;
耐盐生化工艺(如 BioSalt™生物技术)针对高盐废水,通过特种菌种提升降解效率;
o 厌氧-好氧组合工艺处理高 COD 废水。
3. 膜分离技术:
o 超滤(UF)用于悬浮物与胶体分离;
反渗透(RO)、纳滤(NF)及特种膜(如 SaltMulti™膜技术)实现盐分浓缩与水质净化。
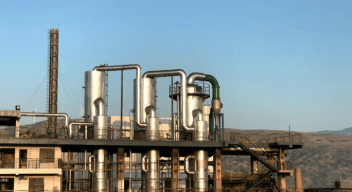
4. 蒸发结晶:
机械蒸汽再压缩(MVR)或多效蒸发系统(如 V-Power™蒸发技术),用于高盐废水固化与盐分资源化。
5. 资源回收工艺:
o 重金属捕集、离子交换、电解回收等,实现金属回用;
o 酸回收系统从废酸中提取纯净酸。

三、典型案例解析
1. 电镀废水零排放项目
o 项目背景:某珠三角电镀园区,废水含镍、铬、氰等,水量 5000 m³/d。
o 工艺路线:
· 分质收集:含铬、含镍、综合废水分流;
· 化学还原 + pH 调节 + 混凝沉淀,去除重金属;
· 采用 UF + RO 双膜系统进行深度脱盐与浓缩;
· 浓水进入 MVR 蒸发器,结晶出工业盐;
· 产水回用于生产线,回用率 >99%。
o 治理效果:实现废水零外排,镍、铬等金属回收率 >95%,运行成本较传统工艺降低约30%。
2. 精细化工高盐废水处理
o 项目背景:江苏某染料中间体企业,废水 COD 约 50000 mg/L,盐分 20%(以硫酸钠为主)。
o 工艺路线:
· 溶剂萃取预处理,去除有毒有机物;
· 进入耐盐生化系统(BioSalt™),降解 COD;
· 纳滤分盐 + 反渗透浓缩;
· 浓盐液进入蒸发结晶系统,产出硫酸钠副产品。
o 治理效果:COD 去除率 >98%,盐分回收率 >90%,废水实现近零排放。
3. 钛白粉酸性废水资源化
o 项目背景:四川某钛白粉企业,废酸含硫酸 15%~20%、钛铁颗粒等。
o 工艺路线:
· 过滤去除悬浮颗粒;
· 专用酸浓缩装置提纯至 65% 以上硫酸;
· 回收钛、铁等金属成分,用于絮凝剂生产。
o 治理效果:硫酸回用率 >85%,金属回收率 >90%,减少石灰石消耗与石膏危废产生。
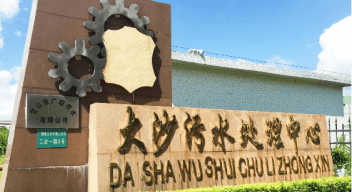
4. 工业园区综合废水提标改造
o 项目背景:四川某化工园区污水处理厂,需从一级 A 提标至地表 III 类。
o 工艺路线:
· 原有生化系统改造,增强脱氮除磷;
· 增加臭氧催化氧化单元,降解难降解 COD;
· 末端采用活性炭吸附 + 保安过滤,保障出水稳定。
o 治理效果:出水 COD < 20 mg/L,氨氮 < 1.0 mg/L,达到地表 III 类标准。

四、系统设计与运营要点
· 水质调研与中试:需开展全面水质分析与小试中试,避免工艺偏差;
· 模块化与智能化设计:便于扩建与运维,结合物联网平台实现远程监控;
· 资源化导向:推动水、盐、酸、金属等资源回收,降低处理成本。
工业废水治理已从“达标排放”逐步转向“资源化与零排放”,其技术集成度与系统性要求越来越高。企业需结合自身废水特性,合理选择工艺组合,并通过精细化运营实现环境与经济效益的统一。
注:文中案例基于尚宸环境典型项目整理,工艺与数据仅供参考,具体设计需以实际水质与实验为依据。