
表面处理废水零排放稳定运行10年的绿色低碳标杆厂是怎么设计操作的?
在工业环保领域,实现长期稳定的废水零排放是技术实力的硬指标。某表面处理厂凭借系统性设计,已连续10年达成废水100%回用,成为行业绿色低碳标杆。其核心设计逻辑值得深入解析:
一、分质预处理:精准击破污染源。
该厂采用“分类收集+靶向预处理”模式,将废水精细划分为7类(含氰、蚀刻、含铬等),每类定制预处理工艺:
· 含氰废水通过碱性氯化法破氰解毒
· 含铬废水精准控制pH还原三价铬
· 高油废水先破乳隔油再处理
分类预处理显著提升处理效率,降低综合运行成本,为后续深度回用奠定基础。
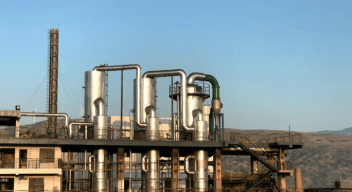
二、双膜法+蒸发结晶:资源全回收。
预处理后废水进入核心回用系统:
1. 双级膜浓缩:超滤+反渗透组合工艺脱除97%以上盐分,产水直供生产线
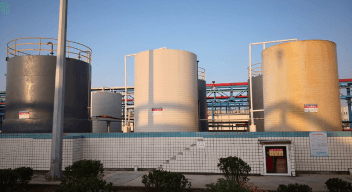
2. 浓水零逃逸:反渗透浓水经海水膜二次浓缩后,进入机械蒸汽压缩(MVR)蒸发器
3. 结晶资源化:蒸发析出硫酸钠/氯化钠结晶,蒸馏水全部回用
整个系统实现水、盐双回收,彻底杜绝外排。

三、低碳设计:能耗降低70%。
· MVR蒸发器利用蒸汽潜热循环,吨水能耗仅16-20kWh
· 反渗透采用段间增压设计,提升回收率至75%以上
· 污泥脱水系统集成余水回收,减少新水消耗
较传统工艺节能超70%,年减碳量达数千吨。
四、十年稳定运行的秘诀。
1. 抗污染设计:UF保安过滤+RO在线冲洗,膜寿命延长30%
2. 智能控制:ORP/pH值实时监测,确保重金属稳定达标
3. 模块化运维:含铬污泥单独处置,规避交叉污染风险
通过全流程闭环管理,系统十年间保持95%以上设备利用率。

该案例证明:废水零排放绝非短期工程,而是融合分质处理、资源回收与智能运维的系统科学。其设计精髓在于以全生命周期视角构建“处理-回用-资源化”链条,为表面处理行业绿色升级提供可复用的范本。
(注:技术要点根据尚宸环境工业废水零排放项目案例方案整理)